数控无心磨床既合适其单间出产也适用小批量加工以及较大批量的工件出产,设备具有很多课选项目以及附件可供挑选,数控无心磨床的运用规模广,即使是杂乱型面的磨削作业,也能够有用的达到作业的可靠性。数控无心磨床在小批量加工的进程中其磨床能够有用的供给其杰出的经济性,在加工的进程中选用圆锥面、锥度、加工圆柱面等别的的磨削操作。

对于数控无心磨床的维修,重要的是发现问题,这样才能对症下药解决问题。数控机床的故障诊断,应该遵循以下原则:
(1)先外部后内部。维修人员应先由外向内逐一进行排查。尽量避免随意地启封、拆卸,否则会扩大故障,使机床丧失精度、降低性能。
(2)先机械后电气。一般来说,机械故障较易发觉,而数控系统及电气故障的诊断难度较大。在故障检修之前,首先注意排除机械性的故障。
(3)先静态后动态。先在机床断电的静止状态,通过了解、观察、测试、分析,确认通电后不会造成故障扩大、发生事故后,方可给机床通电。在运行状态下,进行动态的观察、检验和测试,查找故障。而对通电后会发生破坏性故障的,须先排除危险后,方可通电。
(4)先简单后复杂。当出现多种故障互相交织,一时无从下手时,应先解决容易的问题,后解决难度较大的问题。往往简单问题解决后,难度大的问题也可能变得容易。
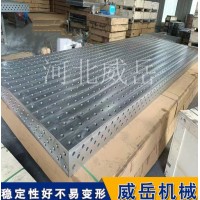
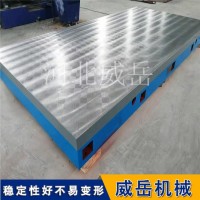
数控无心磨床震动的发生的三大因素:基本要检查地面是否平整。机床地脚螺丝水平如果没调好,就会引起机床的共振。因为有时加工场地地面平整度不是很好,所以要通过调节水平螺丝来让机床达到一个不平的高度,首先我们要检查地脚每个螺丝是否落实到位到地脚垫里。用水平仪打下前后,左右是否水平了,锁紧螺丝。我们在购买砂轮时一定要问清规格,建议买质量好的砂轮。一、差的砂轮影响加工效果;二、加工磨削过程中发生危险;三、差的砂轮平衡效果不好会严重影响磨床主轴的寿命。
可能会发生的因素,检查后没有问,我们就要检查磨床砂哗和砂轮固定法兰的问题。首先是砂轮,由于市面上的砂轮质量参差不齐,砂轮影响震动的因素一般有两个:一是砂轮的粒度不均匀,旋转起来就不稳造成震动;二是内孔不标准偏大。比如我们磨床法兰孔径要求是31.75,而砂轮如果是32的,装上去就会上下跳动引起震动。首先调整好刀片到砂轮的距离,然后进导轮调到大概工件的直径,把工件放在导轮和砂轮中间,然后慢慢进导轮使导轮稍微夹持到工件,然后来回推动,找到接触点。接触点在中间的位置,感觉到工件推进去前面和后面松,中间稍微有点紧就可以了。
以上就是关于高精度端面磨床承诺守信 无锡诚象设备以人为镜可以明得失全部的内容,关注我们,带您了解更多相关内容。


![[周末阅读]哪里有手机麻将@群(小红书)](http://tu.1288.top/daobao666/202504/27/130336494979.jpg.thumb.jpg)