使用双端面磨床加工零件,通常都祸要对机床的各种动作进行控制,一是双端面磨床控制动作的先后次序.二是双端面磨床控制机床各运动部件的位移量。这就要求我们在生产中,更加注意双端面磨床的各种细节,才能将双端面磨床的制作要求达标。采用数控机床加工零件时,只需要将零件图形和工艺参数、加工步骤等以数字信息的形式,编成程序代码输入到机床技制系统中,再由其进行运算处理后转成伺服驱动机构的指令信号,从而控制双端面磨床各部件协调动作.自动地加工出零件来。当更换加工对象时,只需要望新编写程序代码,即可由双端面磨床数控装置自动控制加工的全过程,能较方便地制造出任意复杂的零件。

端面磨削方式主要分为三种:一种是普通的平面磨床磨削工艺、立式圆台磨床磨削工艺及单端面积双端面磨削工艺,每种磨削方式都有其适合的领域及磨削的工件,磨削方式的不同其本质就是砂轮与工件如何解除、如何磨削!
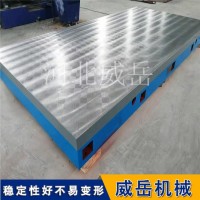
平面磨床磨削方式是指主轴水平于地面,砂轮垂直于地面,利用砂轮的外圆磨削工件表面,工件利用磁性吸附在平面磨床的工作台上。这种磨削方式应用非常广泛,用于普通精度的平面磨削工艺。
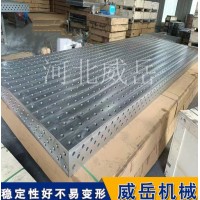
双端面磨床怎么进行磨削双端面磨床应用2个砂轮的砂轮端面一同磨削产品工件的2个平行面平面,有卧轴,转盘轴承二种方式。产品工件由直线型或转盘式等给料机器设备正确引导历经砂轮。双端面磨床能实现加工,可满足加工零件的高平行度、高平面度、高表面光洁度的要求。这类磨床输出功率很高,适用批量生产滚动轴承环和发动机活塞等零件。用砂轮端面磨削的平面磨床与用边际磨削的平面磨床对比,由于端面磨削的砂轮直径通常较为大,能与此同时打磨产品工件的全宽,磨削总面积很大,因而 ,生产功率较高。
联络的售后维修服务服务项目工作员进行检查确立存在的不足,接着进行维修,假使对设备一无所知,无须随意的进行拆卸。双端面磨床使用的整个过程中出现的常见故障会立刻伤害到出产过程中的。我国正处于工业自动化刚刚起步阶段,多数针对磨床的工业自动化,仅仅只针对上料和下料部分,对于后序工艺清洗、烘干、理料、在线检测、分拣不良品和下料还未有成套的自动化生产线,还远远达不到现代磨削加工制造行业对工业自动化的需求。就算是这类常见故障临时性很有或许没有形成出产加工上的伤害。但大伙儿也理应立刻的进行处理许多的设备便是因为小的难点没有得到有效处理,因此变成了更情况严重的难点,进而伤害赶到一些过后的使用。
以上就是关于启东立式双面磨床值得信赖「无锡兴峰机器」孰怎么读全部的内容,关注我们,带您了解更多相关内容。


![[周末阅读]哪里有手机麻将@群(小红书)](http://tu.1288.top/daobao666/202504/27/130336494979.jpg.thumb.jpg)